
Medical Tubing Extrusion Process: A Precision Guide



Imagine a surgeon navigating a catheter through a narrow artery toward a patient’s heart. There isn’t much room for error. In fact, a discrepancy of just 0.01mm in the tube’s wall thickness can be the difference between a successful procedure and a catastrophic device failure. This level of life-critical precision depends entirely on the medical tubing extrusion process.
If you're an engineer or a procurement specialist, you aren't just looking for plastic straws. You’re looking for high-performance delivery systems that won't kink, burst, or leach chemicals. Achieving that requires a deep understanding of how raw polymer pellets transform into a medical-grade component. Here’s a look at the technical "magic" happening inside the extrusion line.
What is the Medical Tubing Extrusion Process?
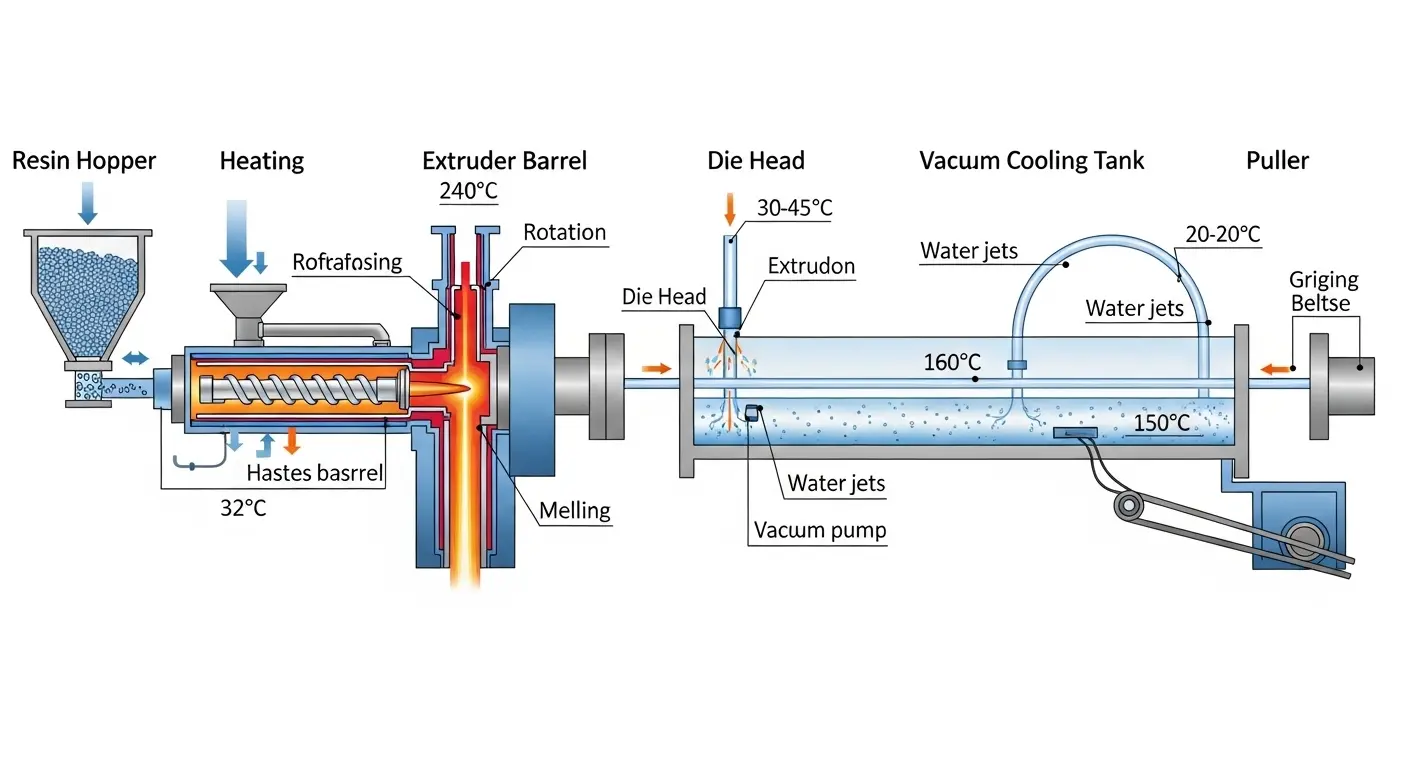
At its core, the medical tubing extrusion process is a continuous manufacturing method where molten polymer is pushed through a specifically shaped die to create a hollow profile. It’s a delicate balance of heat, pressure, and speed. Unlike industrial extrusion, the medical version happens in highly controlled cleanroom environments to prevent contamination.
The process involves five main stages: resin preparation, melting (plasticization), shaping (the die), cooling (sizing), and final inspection. Every step is monitored by high-speed sensors to ensure the final product meets the strictest biocompatibility and mechanical standards.
Stage 1: The Importance of Resin Preparation
Everything starts with the material. Medical-grade polymers like Pebax®, TPU, or FEP are "hygroscopic," meaning they act like a sponge for moisture in the air. If we put damp resin into an extruder, the water turns to steam. This creates tiny bubbles or "voids" in the tube wall.
To prevent this, we use desiccant dryers. We bake the resin at specific temperatures for several hours before the process begins. This ensures the polymer chain remains stable. Just as the precision required for manufacturing high-precision medical hypodermic syringes starts with material purity, a perfect tube starts with bone-dry resin.
Stage 2: The Extruder and the "Screw" Physics
The extruder is the heart of the line. It’s essentially a heated barrel with a rotating screw inside. As the screw turns, it pushes the resin forward. However, it isn't just moving the material; it’s melting it through friction and applied heat.
We divide the screw into three zones:
- Feed Zone: Moves the solid pellets into the barrel.
- Compression Zone: Melts the plastic and squeezes out any trapped air.
- Metering Zone: Stabilizes the pressure so the flow is perfectly consistent.
If the pressure at the end of the screw fluctuates even 1%, the tube's diameter will wave like a noodle. That’s why we use "melt pumps" in high-end medical lines to act as a final heartbeat, ensuring the flow is ultra-smooth.
Stage 3: The Die and Tip (The Shaping Tools)
When the molten plastic leaves the barrel, it enters the "Die Head." This is where the magic happens. The die determines the outer diameter (OD), while a tool called the "tip" or "mandrel" creates the inner diameter (ID).
The space between the tip and the die is called the "annulus." We don't just set this to the final size of the tube. Instead, we use a "Drawdown Ratio" (DDR). We extrude the tube slightly larger than needed and then stretch it as it cools. This stretching aligns the polymer molecules, making the tube much stronger and more resistant to kinking.
Stage 4: Vacuum Sizing and the Cooling Tank
Once the hot plastic leaves the die, it’s still soft and prone to collapsing. We have to "freeze" its shape instantly. This happens in a vacuum cooling tank.
The tube passes through a "sizer"—a metal disk with a hole—while under a vacuum. The vacuum pulls the outside of the tube against the sizer, while chilled water sprays the plastic to harden it. This is how we maintain "concentricity"—ensuring the hole is perfectly centered in the middle of the tube. This level of geometric control is vital when forming complex shapes like the malecot catheter, where drainage channels must remain open under pressure.
Stage 5: In-Line Gauging and Quality Control

In a modern medical tubing extrusion process, we don't wait until the end of a 10,000-meter run to check the quality. We do it in real-time.
We use laser micrometers that spin around the tube, measuring the OD thousands of times per second. Additionally, ultrasonic sensors "ping" the tube wall to measure thickness from the inside out. If the wall gets 0.005mm too thin, the computer automatically speeds up the puller or adjusts the air pressure inside the tube to compensate. This "closed-loop" system is what makes modern medical devices so reliable.
Choosing the Right Material for the Job
The material choice defines how the tube will behave inside the body. Here’s a quick breakdown of what we commonly use:
- PVC (Polyvinyl Chloride): The industry standard for IV lines. It’s cheap, clear, and easy to bond.
- TPU (Thermoplastic Polyurethane): Incredibly tough and biocompatible. It softens slightly at body temperature, making it more comfortable for the patient.
- Pebax®: Often used for catheter shafts because it offers the best "torque transmission." If you twist one end, the other end twists exactly the same amount.
- Fluoropolymers (FEP/PTFE): These are the "slickest" plastics on earth. We use them as inner liners so other devices can slide through the tube without friction.
Selecting the right material is as crucial as selecting the correct clinical tools for broader range of hospital dressing products—everything must be tailored to the specific surgical environment.
Design Challenges: Kinking and "Neck-Down"

One of the biggest headaches for engineers is kinking. A tube that kinks blocks the flow of medicine or blood, which is a major safety risk. To solve this, we often use "multi-layer" or "co-extrusion."
By putting a stiff material on the inside and a soft material on the outside, we can create a tube that is flexible but won't collapse when it’s bent around a tight corner. We also have to manage "neck-down" during the pulling process. If the tension isn't perfect, the tube will stretch unevenly, leading to "thin spots" that could burst under pressure.
Why Cleanroom Standards Aren't Optional
You can't perform medical extrusion in a standard factory. Even a tiny speck of dust landing on the molten plastic can become "embedded" in the wall. This creates a stress point where the tube could crack.
We operate in Class 100,000 (ISO Class 8) cleanrooms. The air is filtered, the floors are anti-static, and the technicians wear full "bunny suits." This isn't just for show; it’s to ensure that when a device is used for clinical needs, often prescribed as PRN in medical terms, it is 100% sterile and free of particulate matter.
Frequently Asked Questions
What is the tightest tolerance in medical extrusion?
For most micro-catheters, we can maintain tolerances as tight as $\pm 0.0127$ mm (0.0005 inches). This requires extremely stable melt pressure and high-speed laser gauging.
Can you extrude multi-lumen tubing?
Yes. Multi-lumen tubes have several "tunnels" inside a single tube. This allows a doctor to deliver medicine through one hole while using another hole for a guidewire or a cooling fluid.
How do you ensure the tubing is biocompatible?
We only use USP Class VI or ISO 10993 compliant resins. These materials have been tested to ensure they won't cause an immune reaction or toxic response when they touch human blood or tissue.
What is the difference between single-screw and twin-screw extrusion?
Single-screw is great for standard polymers. Twin-screw extruders are better at "compounding" or mixing materials, such as adding radiopaque fillers (like Barium Sulfate) so the tube shows up on an X-ray.
Partnering for Precision
The medical tubing extrusion process is a blend of high-level physics and rigorous quality control. At Greetmed, we've spent years refining our lines to handle the most demanding polymers and the tightest tolerances. We know that behind every millimeter of tubing is a patient who needs a device they can trust.
Whether you're developing a new neurovascular catheter or a high-volume IV set, the foundation of your success is the quality of the extrusion. Don't leave it to chance.
Submit Your Request
Recent Posts




Tags
- Adult Diapers
- Are custom medical devices safe
- Baby Diapers
- Can respiratory anesthesia be used
- Digital Healthcare
- Do you offer customized consumables
- European Market
- How do you take care of a skin wound
- Industry Trends
- Lady Sanitary Napkins
- Medical Devices
- OEM Medical Devices
- Product Introductions
- Protective Equipment
- Under Pads
- What are custom-made medical devices
- What are diagnostic products
- What are hospital dressing products
- What are medical tube catheters
- What are some common protective equipment
- What are the appropriate applications for hospital dressing products
- What are the appropriate uses for protective equipment
- What is a gynecological examination
- What is a medical consumable
- What is an anesthesia kit
- What is an OEM in medical devices
- what is an wound skin care
- what is can disposable ultrasonic diagnostic
- What is good manufacturing medical devices
- What is hospital-grade protective equipment
- what is medical equipments hospital furniture
- What is medical sterilization wrapping
- What is rehabilitation equipment device
- What medical consumables do you supply
- Where can I find laboratory consumables wholesale
- where can I find medical protection device
- where to buy hypodermic accessories
- where to buy medical apparel
- where to buy medical consumable accessories
- where to find OEM medical device supplier
- where to find rehabilitation equipment supplier