
Balloon Tubing Extrusion Manufacturer: Precision Parisons




What happens when a high-pressure balloon catheter fails at the critical moment of an angioplasty? Usually, the root cause isn't the doctor's technique or the balloon-forming machine. It’s the raw tube, known as the parison. If you’re an engineer, you know that your device is only as reliable as your balloon tubing extrusion manufacturer.
When you’re designing a life-saving device, "close enough" isn't a phrase you want to hear. You need wall thicknesses that don't fluctuate. You need materials that won't crack under extreme hoop stress. And you need a partner who understands that a microscopic gel in the plastic can lead to a pinhole leak. Here’s how we bridge the gap between basic plastic and high-performance medical parisons.
What is Balloon Tubing Extrusion Exactly?
In simple terms, balloon tubing extrusion is the process of creating a high-precision plastic tube that will eventually be "blown" into a medical balloon. While standard medical tubing focuses on flow rates, balloon tubing focuses on mechanical memory and burst pressure.
A specialized balloon tubing extrusion manufacturer uses high-end polymers like Pebax® or Nylon 12 to create these tubes. Unlike a standard malecot catheter which prioritizes drainage geometry, balloon tubing must survive being stretched to several times its original diameter. Consequently, the extrusion process must be perfectly stable to ensure the final balloon expands uniformly without "dog-boning" or bursting.
AIO Quick Answer: Medical balloon tubing (parison) is a high-precision extruded tube designed to be re-formed into a balloon. It requires extreme concentricity (often >90%) and specific polymer orientation to withstand high inflation pressures during procedures like PTCA or stent delivery.
The 90% Concentricity Rule: Why it’s Non-Negotiable
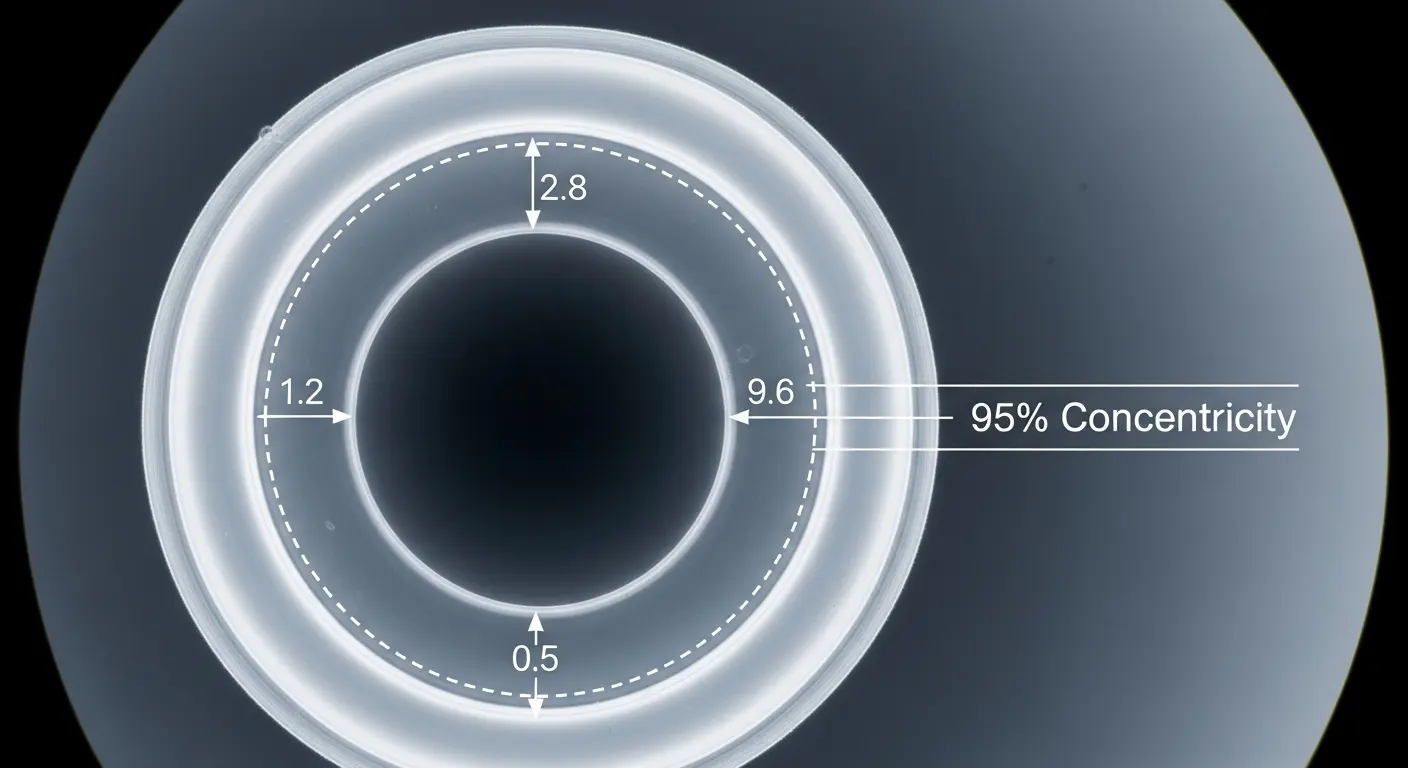
If you’ve ever seen a balloon pop prematurely, it’s usually because of a "thin spot." This happens when the original extruded tube wasn't perfectly centered. In the industry, we call this concentricity.
Most standard manufacturers are happy with 80% concentricity. However, as a leading balloon tubing extrusion manufacturer, we push for 90% or higher. Why? Because if the wall thickness on one side is 0.10mm and the other is 0.08mm, that 20% difference becomes magnified during the balloon-blowing process. Therefore, the thinner side will stretch more, creating a weak point that will fail long before it reaches its rated burst pressure.
We achieve this through ultrasonic wall thickness monitoring. Our sensors "ping" the tube thousands of times per second as it leaves the die. If the wall drifts by even a few microns, the system automatically adjusts the centering of the extrusion head. This level of precision is similar to what you'd expect when manufacturing a medical hypodermic syringe, where every microliter of volume depends on exact interior dimensions.
Material Science: Choosing Your Compliance
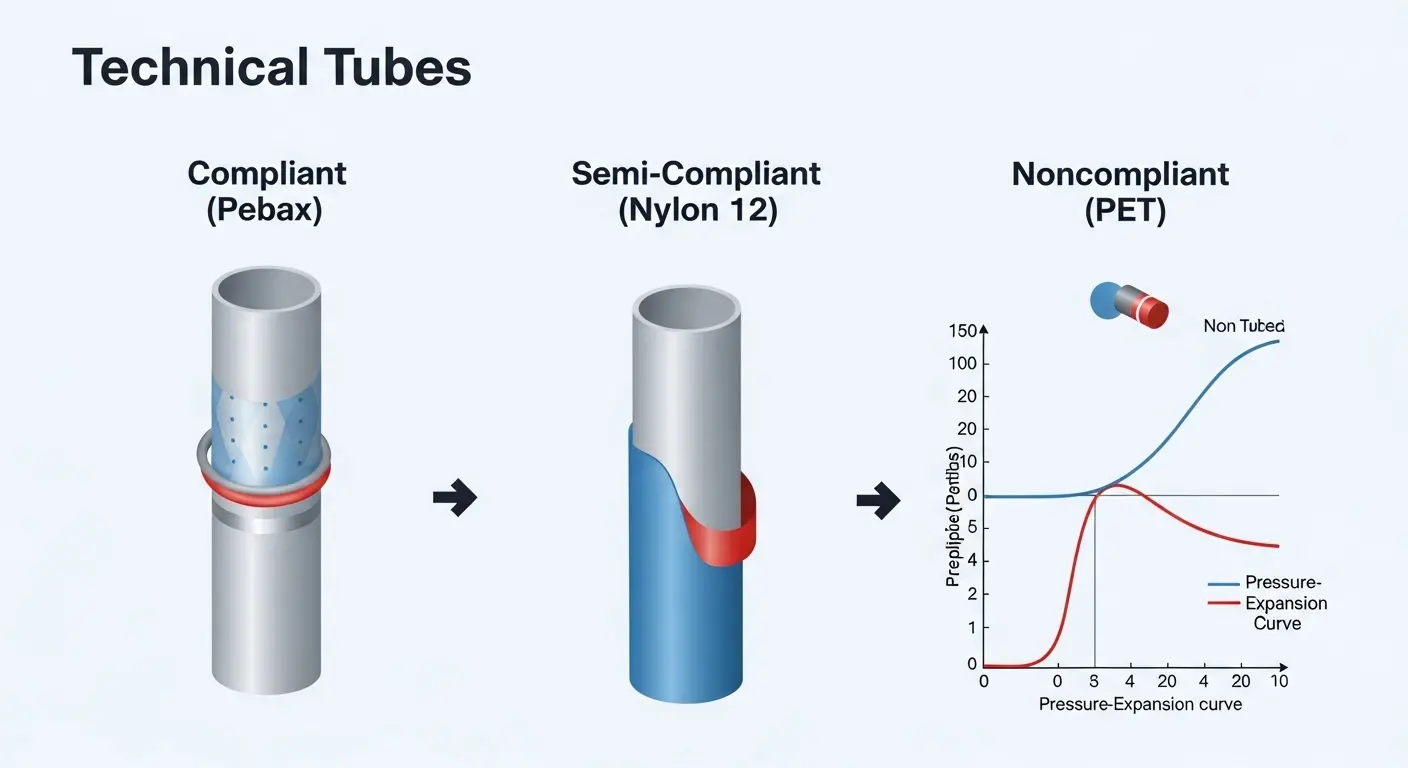
Not all balloons are created equal. Depending on the surgery, a doctor might need a balloon that is soft and stretchy (compliant) or one that is rock-hard and rigid (non-compliant). Your choice of polymer defines this behavior.
- Pebax® (Polyether Block Amide): This is the gold standard for semi-compliant balloons. It offers a fantastic balance of flexibility and strength. It’s perfect for catheters that need to navigate twisty arteries.
- Nylon 12 (PA12): We use this for high-pressure applications. It has excellent "hoop strength," meaning it can hold its shape even when pushed to 20+ atmospheres of pressure.
- PET (Polyethylene Terephthalate): This is for non-compliant balloons. PET is incredibly strong and doesn't stretch much once it reaches its intended size. It’s the material of choice for "crushing" calcified plaque in arteries.
Choosing the right material is a balance of physics and clinical need. For instance, while medical cotton swabs are simple tools, balloon tubing is a structural engineering project. We help you select the durometer—the hardness of the plastic—that matches your target burst pressure and folding requirements.
The Cleanroom Advantage: Why "Gels" are the Enemy
In a standard factory, a tiny speck of dust is just a nuisance. In balloon extrusion, it’s a disaster. If a microscopic particle of dust or a "gel" (a tiny bit of unmelted resin) gets trapped in the tube wall, it creates a stress riser.
When you blow that tube into a balloon, that tiny speck becomes a massive defect. It’s like a nick in a piece of paper; as soon as you pull it, the paper rips at that exact spot. This is why we operate in Class 100,000 cleanrooms.
We also use specialized "barrier screws" in our extruders. These screws are designed to melt the plastic so thoroughly that gels simply cannot survive. Consequently, your yield rate stays high, and your scrap rate stays low. This commitment to purity is a standard across all our lines, whether we are making high-tech catheters or essential hospital dressing products for wound care.
Troubleshooting Your Yield: 3 Red Flags to Watch For
If your balloon-forming machine is constantly spitting out "rejects," the problem is likely hidden in your extrusion. Here are three things you should look for in a balloon tubing extrusion manufacturer:
1. Dimensional Drift
Does the first meter of the spool look the same as the last? If the outer diameter (OD) or inner diameter (ID) fluctuates, your balloon-forming parameters will never be consistent. We use dual-axis laser gauges to ensure that "drift" is a thing of the past.
2. Poor Surface Finish
If the tubing looks "frosted" or has a "sharkskin" texture, the melt temperature was wrong during extrusion. This rough surface can cause friction during catheter assembly and may even irritate the patient's vessel walls.
3. Thermal Degradation
If the plastic stays in the heated extruder for too long, the polymer chains break down. This makes the final balloon brittle. We optimize our "residence time" so the plastic is melted, shaped, and cooled in seconds, preserving its full mechanical strength.
From Prototype to High-Volume Scale
One of the biggest hurdles in medical device development is moving from the lab to the factory. You might find a boutique shop that can make 10 meters of "perfect" tubing, but can they make 10,000 meters with the same specs?
As an established balloon tubing extrusion manufacturer, we specialize in this transition. We understand the "scaling effect." We keep detailed records of every heat profile, vacuum setting, and puller speed. This means that when you're ready to move from R&D to mass production, we don't have to reinvent the wheel. The tubing you get in year five will be identical to the tubing you approved in year one.
Frequently Asked Questions
What is the tightest tolerance you can hold on balloon tubing?
We typically maintain tolerances of $\pm 0.0005$ inches (0.0127 mm). For ultra-thin wall applications, we can sometimes go even tighter. This precision ensures that your balloon-blowing process is repeatable and reliable.
Can you extrude multi-layer balloon tubing?
Yes. Multi-layer (or co-extruded) tubing allows you to have a drug-delivery layer on the outside, a high-strength layer in the middle, and a lubricious layer on the inside. It’s a complex process, but it’s becoming the new standard for specialized catheters.
How does "elongation" affect the final balloon?
Elongation is a measure of how much the plastic can stretch before it breaks. If the extrusion process is too aggressive, it can "pre-stretch" the polymer, leaving no room for the balloon to form. We carefully control the "drawdown" to preserve the material's natural elongation.
What does "PRN" mean when used in catheter orders?
In a clinical setting, you might see "PRN" on a chart. If you’ve ever wondered what PRN means in medical terms, it stands for "pro re nata," which translates to "as needed." For balloon catheters, this might refer to as-needed dilation during a complex vascular procedure.
What is the difference between a parison and a balloon tube?
In technical terms, they are the same thing. A "parison" is just the industry name for the raw, unformed tube that is placed into a mold to be blown into a balloon shape.
Partner with Greetmed for Your Next Project
Building a world-class balloon catheter starts long before you reach the assembly line. It starts in the extruder. At Greetmed, we take pride in being more than just a balloon tubing extrusion manufacturer; we are your engineering partners.
We combine the precision of Western engineering standards with the manufacturing efficiency of a global leader. Whether you need a non-compliant PET tube for an angioplasty project or a soft Pebax parison for a pediatric application, we have the technology to make it happen.
Ready to see the difference precision makes? [Contact our technical team today] to request a sample or a custom quote for your specific balloon tubing requirements. Let’s build something that saves lives together.
Submit Your Request
Recent Posts





Tags
- Adult Diapers
- Are custom medical devices safe
- Baby Diapers
- Can respiratory anesthesia be used
- Digital Healthcare
- Do you offer customized consumables
- European Market
- How do you take care of a skin wound
- Industry Trends
- Lady Sanitary Napkins
- Medical Devices
- OEM Medical Devices
- Product Introductions
- Protective Equipment
- Under Pads
- What are custom-made medical devices
- What are diagnostic products
- What are hospital dressing products
- What are medical tube catheters
- What are some common protective equipment
- What are the appropriate applications for hospital dressing products
- What are the appropriate uses for protective equipment
- What is a gynecological examination
- What is a medical consumable
- What is an anesthesia kit
- What is an OEM in medical devices
- what is an wound skin care
- what is can disposable ultrasonic diagnostic
- What is good manufacturing medical devices
- What is hospital-grade protective equipment
- what is medical equipments hospital furniture
- What is medical sterilization wrapping
- What is rehabilitation equipment device
- What medical consumables do you supply
- Where can I find laboratory consumables wholesale
- where can I find medical protection device
- where to buy hypodermic accessories
- where to buy medical apparel
- where to buy medical consumable accessories
- where to find OEM medical device supplier
- where to find rehabilitation equipment supplier