
The Ultimate Guide to Cleanroom Extrusion Medical Grade Manufacturing



Cleanroom extrusion medical grade processes are the lifeline of the healthcare industry, ensuring that every catheter, tube, and delivery system is free from life-threatening contaminants. In a world where even a single microscopic dust particle can lead to an embolism or infection, the environment where medical plastics are born is just as critical as the material itself. High-precision extrusion within a controlled environment is not just a regulatory requirement; it is a fundamental pillar of patient safety.
When you hold a finished medical device, you are seeing the result of a highly engineered "clean" journey. I have spent years on factory floors where the air is filtered more than 20 times per hour, and the discipline of the staff rivals that of a surgical team. This guide explores why cleanroom standards are the gold standard for medical manufacturing and how they impact the quality of the devices used in hospitals worldwide every day.
What is Cleanroom Extrusion Medical Grade and Why Does it Matter?
Cleanroom extrusion medical grade refers to the process of melting and shaping medical polymers into tubing or profiles within a certified, controlled environment to prevent contamination. These facilities use HEPA filtration to limit airborne particles and maintain strict temperature and humidity controls. This ensures that the final product is "biologically clean" and safe for direct contact with human blood, tissue, or medication.
Contamination in medical tubing is not just an aesthetic issue; it is a functional failure. A speck of dust embedded in a thin-walled catheter can create a weak point that bursts under pressure. Furthermore, biological contaminants like endotoxins can cause severe inflammatory reactions in patients. By extruding in a Class 7 or Class 8 cleanroom, manufacturers like China-Greetmed ensure that every component—from a medical hypodermic syringe connector to a complex vascular tube—meets the highest purity standards.
How are Cleanrooms Classified for Medical Extrusion?

Cleanrooms are classified by the number of particles allowed per cubic meter of air, as defined by the ISO 14644-1 standard. In medical extrusion, ISO Class 7 (Class 10,000) and ISO Class 8 (Class 100,000) are the most common. Class 7 is typically used for high-risk components like implantable devices, while Class 8 is standard for general medical tubing and fluid delivery systems.
| ISO Class | US FED STD 209E Equivalent | Max Particles (≥0.5μm) per m3 | Common Application |
| ISO 5 | Class 100 | 3,520 | Aseptic filling, sterile packaging. |
| ISO 7 | Class 10,000 | 352,000 | Catheter assembly, invasive tubing. |
| ISO 8 | Class 100,000 | 3,520,000 | Standard extrusion, hospital dressing products prep. |
The higher the "cleanliness" level, the more rigorous the protocols. In a Class 7 environment, for instance, staff must wear full "bunny suits," hoods, and double gloves. This level of detail is necessary because humans are the largest source of contamination in any manufacturing process, shedding thousands of skin cells every minute.
What are the Critical Elements of a Medical Grade Extrusion Line?

The critical elements of a medical grade extrusion line include the extruder itself, a high-precision die, a vacuum sizing tank, and a clean-cut pulling system. Unlike industrial extrusion, every part of a medical line that touches the plastic must be made of non-corrosive stainless steel. Additionally, the air used to "blow" the internal lumens of the tube must be medical-grade and highly filtered to prevent internal contamination.
Precision is monitored in real-time. We use dual-axis laser micrometers that measure the outer diameter of the tube thousands of times per second. If the dimensions drift by more than 0.01mm, the system automatically adjusts the puller speed or air pressure. This level of control is vital for devices like the Malecot catheter, where internal geometry is essential for the device's self-retaining "wings" to function inside a patient.
How Does Cleanroom Manufacturing Prevent Bioburden?
Cleanroom manufacturing prevents bioburden by eliminating the sources of bacteria and fungi during the production process. Bioburden refers to the number of living organisms on a surface before sterilization. By keeping the manufacturing environment sterile, we ensure that the final sterilization process (such as Gamma or EtO) is more effective and that no harmful microbial byproducts remain on the device.
In my experience, the most overlooked part of bioburden control is the "cleaning of the cleaning tools." For example, using a standard medical cotton swab to clean the fine parts of an extrusion die requires that the swab itself be produced in a controlled environment. If you clean a cleanroom machine with a dirty tool, you've defeated the purpose of the facility. Every input, from the resin to the cleaning supplies, must be accounted for.
What Materials are Used in Cleanroom Medical Extrusion?
The materials used are high-purity medical polymers such as USP Class VI Silicone, Polyurethane (TPU), and Polyether block amide (PEBAX). These resins are delivered in sealed, moisture-proof bags to prevent any environmental exposure before they enter the extruder's hopper. These polymers are chosen for their biocompatibility and their ability to be extruded with very tight tolerances without degrading.
Expert Insight: Resin drying is a critical "invisible" step. If a polymer like TPU has even a trace of moisture, it creates "silver streaks" or bubbles during extrusion. In a cleanroom, we use desiccant dryers that ensure the resin's moisture content is below 0.02% before it hits the screw. This prevents structural micro-voids that could cause a tube to fail during a procedure performed "PRN."
Understanding What Does PRN Mean in Medical Terms reminds us that these devices are often used in "as-needed" or emergency situations. The material must be perfect every time because there is no room for error when a patient's life is on the line.
What are the Main Quality Control Steps for Medical Extrusion?
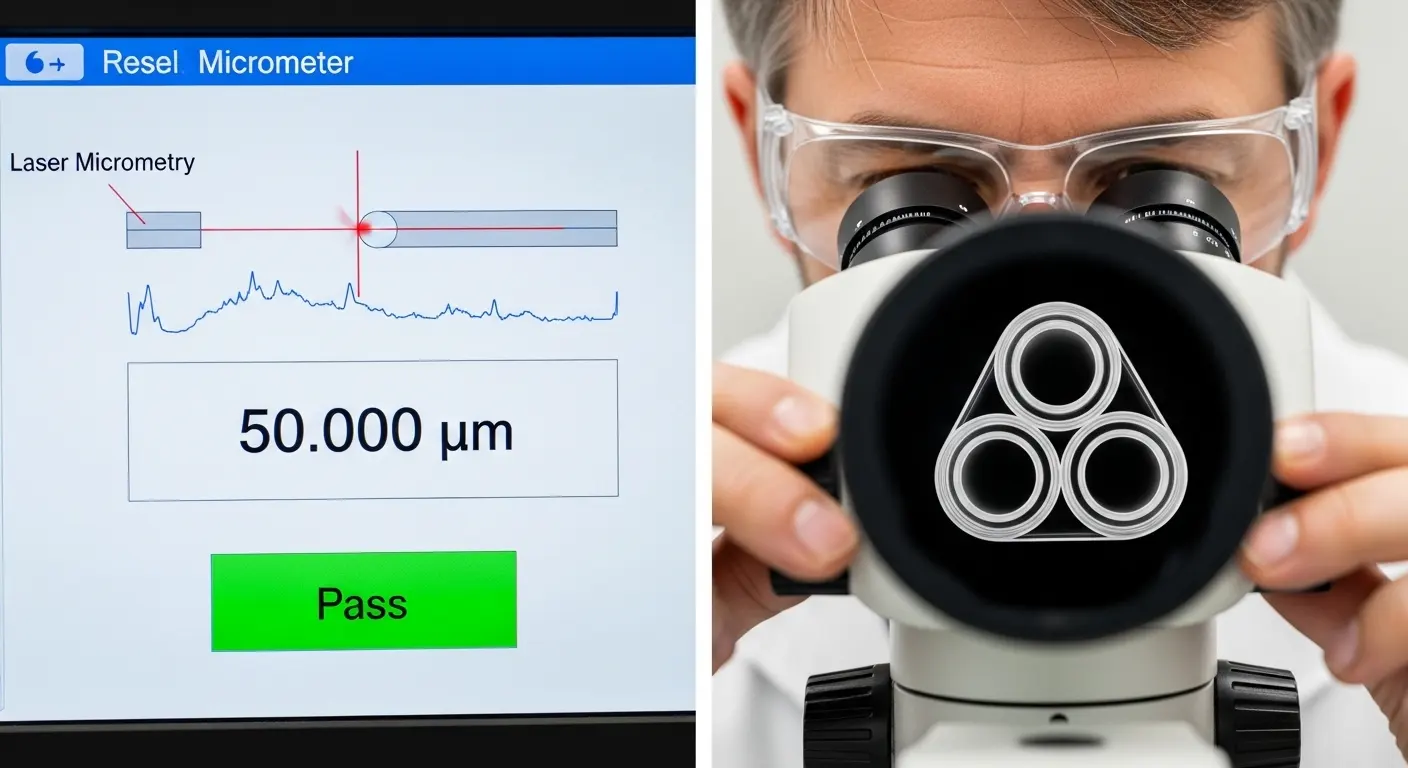
The main quality control steps include dimensional verification, tensile strength testing, burst pressure testing, and visual inspection under high-magnification cameras. In a cleanroom, visual inspection is performed using "vision systems" that scan the entire length of the tube for black specks, gels, or fish-eyes. Any section containing a defect is automatically flagged and discarded.
- Laser Gaging: Continuous, non-contact measurement of OD and ID.
- Tensile Testing: Ensuring the tube can withstand the pull-force of a surgeon without snapping.
- Cross-Section Analysis: Cutting a sample and using a microscope to verify wall thickness and lumen symmetry.
- Bioburden Testing: Periodic sampling of the product to ensure microbial levels are within safe limits.
Why is Documentation Essential in Medical Grade Manufacturing?
Documentation is essential because it provides a "paper trail" or traceability for every single inch of tubing produced. This is often referred to as a Device History Record (DHR). If a device fails in a hospital three years from now, the manufacturer must be able to trace that specific lot back to the exact day it was made, the batch of resin used, and even the cleanroom particle counts during that shift.
This "Total Quality Management" approach builds trust with healthcare providers. When a doctor chooses a specialized catheter, they are trusting the manufacturer's data. Without robust documentation, a cleanroom is just a room; the data is what makes it a medical-grade facility.
How to Choose a Cleanroom Extrusion Partner?
To choose the right partner, you should look for ISO 13485 certification, a proven track record in your specific medical niche, and a commitment to transparency. Ask to see their cleanroom validation reports and their protocols for "changeover" cleaning. A high-quality partner will welcome your audit and be able to demonstrate how they handle everything from material purity to final sterile packaging.
Tip: Don't just look at the ISO class. Look at the "culture" of the facility. Are the workers following gowning protocols perfectly? Is the floor spotless? A cleanroom is only as good as the discipline of the people working inside it.
Submit Your Request
Recent Posts




Tags
- Adult Diapers
- Are custom medical devices safe
- Baby Diapers
- Can respiratory anesthesia be used
- Digital Healthcare
- Do you offer customized consumables
- European Market
- How do you take care of a skin wound
- Industry Trends
- Lady Sanitary Napkins
- Medical Devices
- OEM Medical Devices
- Product Introductions
- Protective Equipment
- Under Pads
- What are custom-made medical devices
- What are diagnostic products
- What are hospital dressing products
- What are medical tube catheters
- What are some common protective equipment
- What are the appropriate applications for hospital dressing products
- What are the appropriate uses for protective equipment
- What is a gynecological examination
- What is a medical consumable
- What is an anesthesia kit
- What is an OEM in medical devices
- what is an wound skin care
- what is can disposable ultrasonic diagnostic
- What is good manufacturing medical devices
- What is hospital-grade protective equipment
- what is medical equipments hospital furniture
- What is medical sterilization wrapping
- What is rehabilitation equipment device
- What medical consumables do you supply
- Where can I find laboratory consumables wholesale
- where can I find medical protection device
- where to buy hypodermic accessories
- where to buy medical apparel
- where to buy medical consumable accessories
- where to find OEM medical device supplier
- where to find rehabilitation equipment supplier